| · | 地 址: | 河南省鞏義市西村工業(yè)區(qū) |
| · | 電 話: | 0371-64011955 |
| · | 傳 真: | 0371-64011655 |
| · | 郵 箱: | 1024679280@qq.com xkgd88@163.com gyht99@163com |
| · | 郵 編: | 451281 |
| · | 網(wǎng) 址: | http://www.wgkchf.cn |
燃?xì)夤艿牢灰蒲a(bǔ)償及方形補(bǔ)償器選型、制作與安裝-方形補(bǔ)償器的制造
方形補(bǔ)償器選型確定后即可按圖4及有關(guān)標(biāo)準(zhǔn)系列數(shù)據(jù)進(jìn)行制造。方形補(bǔ)償器由管子煨制而成,尺寸較小的可用一根管子煨制,大尺寸的可用二根或三根管子煨制。由于補(bǔ)償器工作時(shí),其頂部受力最大,因而頂部應(yīng)用一根管子煨制,不允許焊口存在。其煨制工藝有冷彎及熱彎兩種。
(1)冷彎制造
鋼管的冷彎可在平臺上采用手動彎管器式彎管機(jī)進(jìn)行。彎管機(jī)的胎膜應(yīng)符合鋼管的外徑和彎曲半徑。用彎管機(jī)應(yīng)比規(guī)定角度多3°~5°。
(2)熱彎制造
鋼管在加熱狀態(tài)下彎曲稱為熱彎,熱彎分為無折皺充砂彎管和有折皺不充砂彎管。方形回折彎式補(bǔ)償器通常采用無折皺充砂彎管。其主要工序包括劃線、充砂、加熱、彎管、冷卻和熱處理等工序。各工序均對彎管質(zhì)量至關(guān)重要,應(yīng)切實(shí)按工藝操作規(guī)程進(jìn)行。彎管時(shí)常見缺陷及原因見表1。
表1 常見缺陷及原因
| 缺 陷 | 產(chǎn) 生 原 因 |
| 局部凹凸,折皺 | 1、加熱就均勻或澆水不當(dāng),使內(nèi)側(cè)溫度過高 |
| 2、施力角度與鋼管不垂直 | |
| 3、施力不均勻,有沖擊現(xiàn)象 | |
| 4、管壁過薄 | |
| 5、充砂不實(shí),有空隙 | |
| 橢圓度過大 | 1、彎曲半徑太小 |
| 2、充砂不實(shí) | |
| 管壁減薄太多 | 1、彎曲半徑太小 |
| 2、加熱均勻或澆水不當(dāng),使內(nèi)側(cè)溫度過底 | |
| 裂 紋 | 1、鋼管材質(zhì)不合格 |
| 2、加熱燃料中含硫過多 | |
| 3、澆水冷卻太快或氣溫太低 | |
| 離 層 | 鋼管材質(zhì)不合格 |
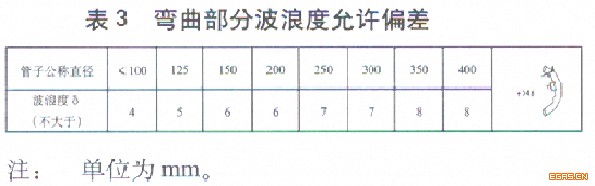
方形補(bǔ)償器制造完成后其中心線尺寸應(yīng)滿足標(biāo)準(zhǔn)系列所列尺寸要求。其彎管處管壁表面不得有裂紋、金屬分層、過燒等缺陷。其壁厚的減薄量、彎曲半徑、橢圓度,彎曲部分波浪度及幾何尺寸偏差值不應(yīng)超過表2、表3的規(guī)定。
表2 彎管的允許偏差
| 彎管方法 | 最小彎曲半徑 | 彎后管壁減薄量 | 彎曲部分橢圓度 | 彎曲半徑偏差 | 彎曲角度 | ||
| D≤150 | D200> | D≤200 | D>250 | 偏 差 | |||
| 熱彎彎管 | 2.5D | ≯10%S | ≯4%D | ≯3.5%D | ±10%D | ±20%D | ±0.5° |
| 冷彎彎管 | 4D | ||||||
| 折皺彎管 | 2.5D | ||||||
| 焊接彎管 | 1.5D | ||||||